
Messer vous accompagne dans le choix le plus adapté à votre application : du conseil à la livraison en passant par l’essai sur votre site, nos experts sont à vos côtés à chaque instant
Les gaz de protection pour le soudage MAG - Messer France SAS

Commander notre gaz pour le soudage MAG
Les gaz actifs dans les mélanges de protection en soudure MAG
Afin de bien choisir son gaz, il est impératif de comprendre l’action de la molécule :

Le dioxyde de carbone a un impact sur la tenue du bain de fusion en position, sur la pénétration et ainsi que sur les projections. Plus le taux de CO2 sera élevé (ex. : Ferroline C18), plus la pénétration sera importante. Le taux de projections sera également plus important et le taux d’émanation de fumées élevé. A l’inverse, un gaz faiblement actif comme le Ferroline C8 permettra de travailler sur des fines épaisseurs tout en bénéficiant d’un arc stable et d’une pénétration satisfaisante.

L’oxygène en faible proportion agira sur les fumées et sur les projections avec cependant une pénétration faible. L’oxygène contribue à améliorer le mouillage et modifiera le profil de pénétration : celle-ci sera plus profonde et étroite avec des taux d’oxygène faible. Le mélange Ferroline X4 conviendra parfaitement aux assemblages pour les treillis ou les chainages pour le bâtiment.
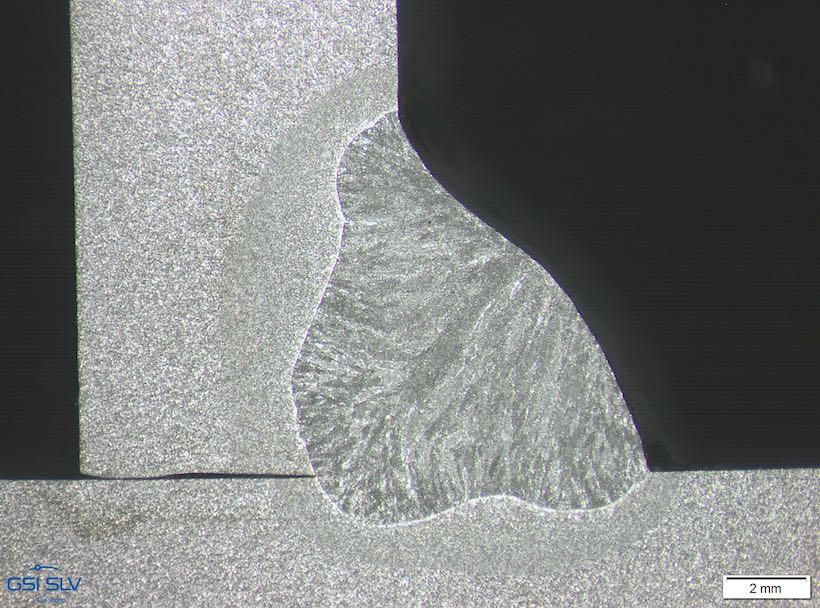
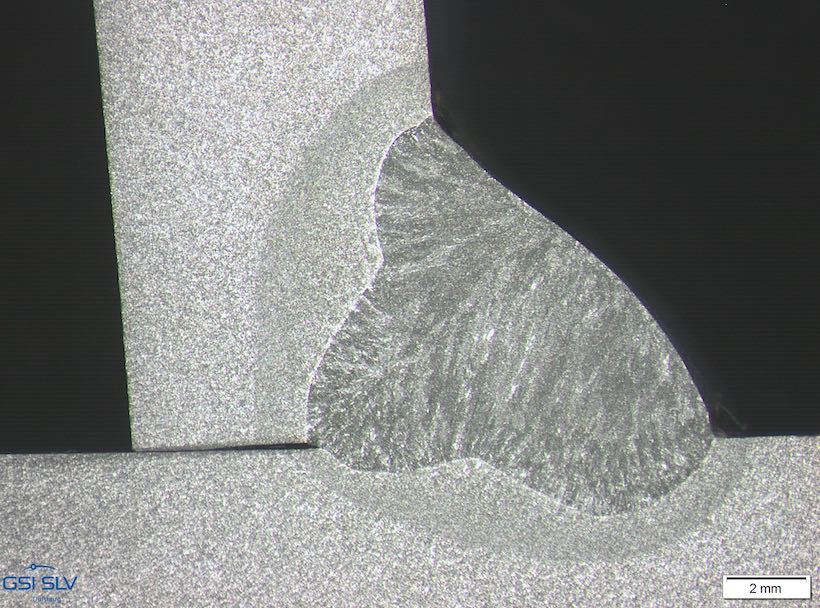
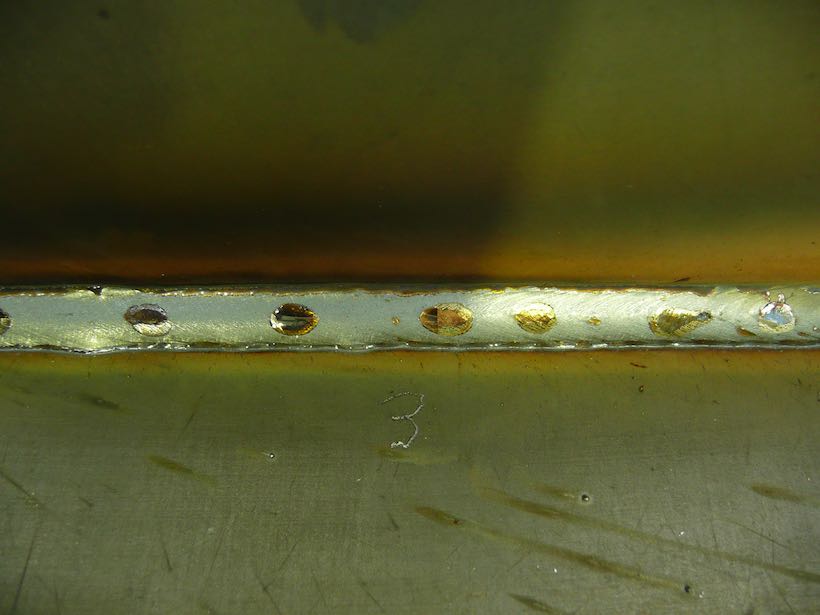
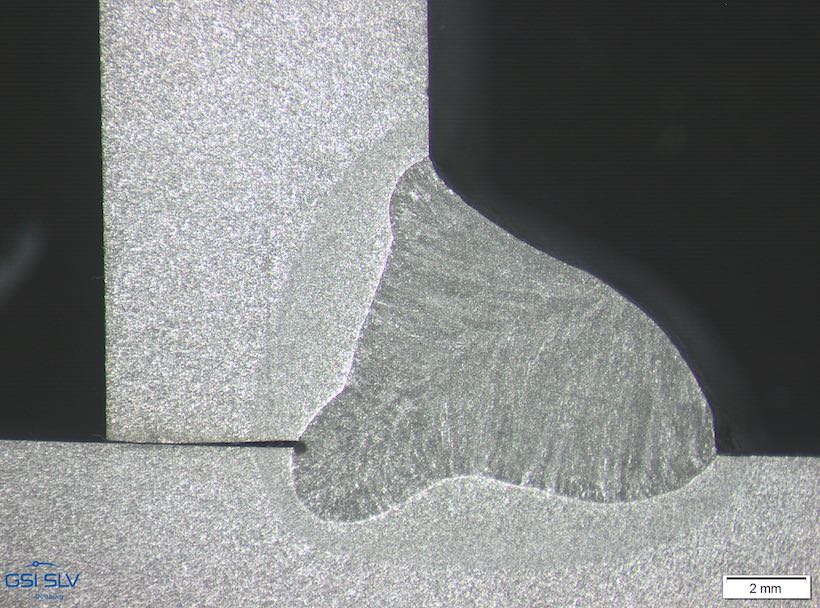
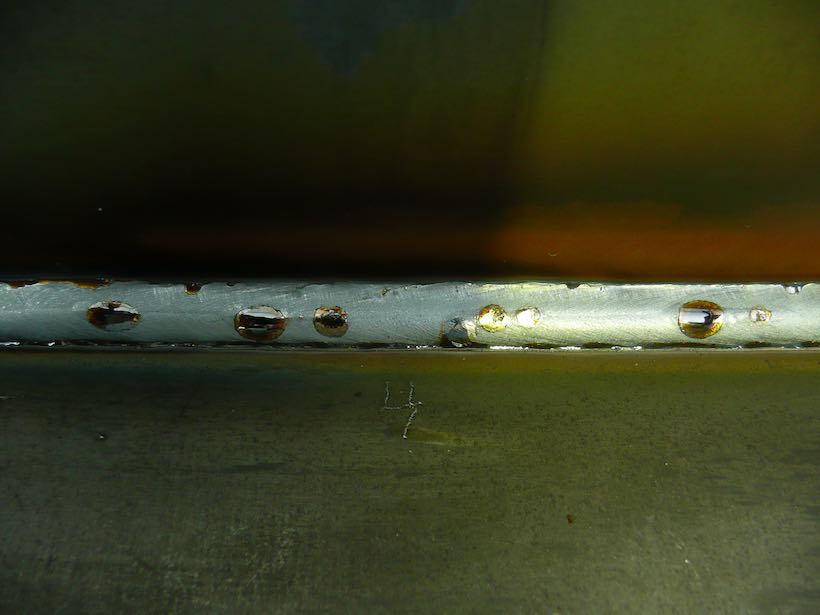
Macrographies de cordons réalisés en position PB dans les conditions suivantes :
tension = 28,1V - intensité = 267A - Vf = 12,5m/min - Vs = 30cm/min
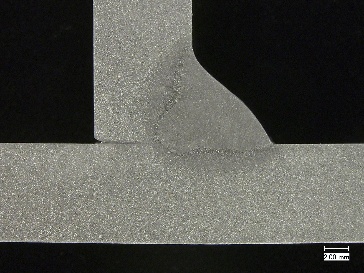
avec un mélange Ferroline X4 (4% O2 + 96%Ar)
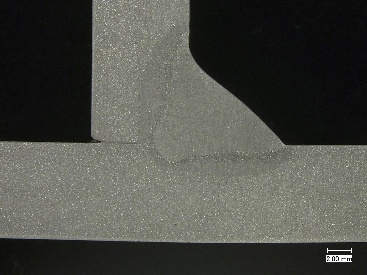
avec un mélange Ferroline C8 (8% CO2 + 92% Ar)

avec un mélange Ferroline C18 (18% CO2 + 82% Ar)
L’intérêt de la gamme de gaz ternaires Ferroline de Messer dans le soudage MAG
Forte d’une expertise de plus de 125 ans, notre société a développé une gamme de gaz ternaires permettant de tirer le meilleur des trois molécules Argon (Ar), Oxygène (O2) et Dioxyde de carbone (CO2) :
Ferroline C6X1
(93% Ar + 6% CO2 + 1% D’O2; M24 selon ISO 14175)
Ce gaz polyvalent permet d’obtenir des cordons très peu marqué, peu de projections et une diminution notable des fumées de soudure. Idéal pour le travail en pulvérisation axial, le Ferroline C6 X1 est particulièrement adapté en position PA (à plat) et PB (angle à plat) ainsi qu’en soudage robotisé.
Ferroline C12X2
(86% Ar + 12% CO2 + 2% O2; M24 selon ISO 14175)
Ce gaz ternaire permet de travailler sur des fortes épaisseurs. L’apport en oxygène va permettre de limiter les projections et obtenir un cordon dont les vagues de solidification seront moins marquées.
| Ferroline C18 | Ferroline C12X2 | Ferroline C6X1 | |
|---|---|---|---|

|
|
|
|
| I(A) | 252 | 260 | 260 |
| U(V) | 32,3 | 32,0 | 29,9 |
| VD(m/min) | 13,0 | ||
| VS(m/min) | 32,0 | ||
| P(kW) | 8,14 | 8,30 | 7,77 |
| ES(kJ/cm) | 12209 | 12480 | 11661 |
Le choix du gaz tient une place prépondérante dans l’exécution optimale des travaux de soudure
Contactez un expert pour choisir le bon gaz