En procédé MIG ou TIG, le choix d’un gaz inerte
Très présent dans divers secteurs industriels tels que l’emballage, l’aéronautique, le ferroviaire, ou encore les systèmes d’évacuation de chaleur et le sport, l’aluminium est un matériau très malléable et léger, résistant à l’oxydation et recyclable.
Pour son traitement, et plus particulièrement lors du soudage à l’arc des aluminiums, il est fondamental d’employer un gaz de protection inerte.
Les procédés de soudage MIG et TIG des aluminiums à l’arc électrique sous protection gazeuse
-
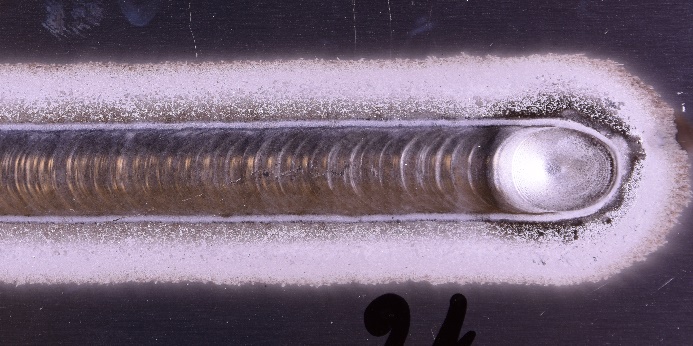
Le procédé TIG (Tungstene inert gaz)
Le procédé TIG sera privilégié pour les assemblages d’épaisseur allant jusqu’à 3 ou 4 mm. L’utilisation d’un générateur AC/DC est impératif, ainsi qu’une électrode tungstène pur. La baguette d’apport sera choisie en fonction du matériau de base et de sa composition.
Ce procédé requiert une bonne maitrise et sera plus couteux.
-
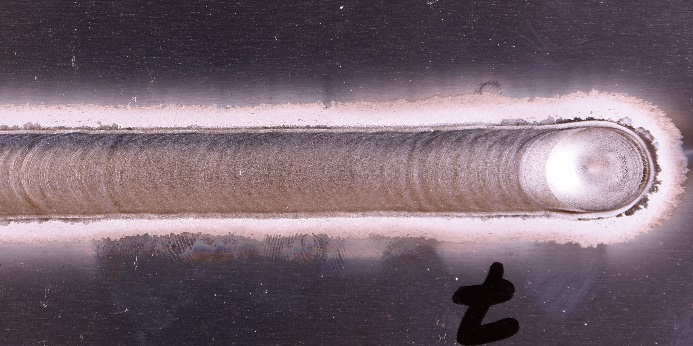
Le procédé MIG (Metal inert gaz)
Le procédé MIG sera le meilleur choix pour des cordons de grandes longueurs et des épaisseurs importantes de tôle. Il faudra veiller à travailler avec un équipement dédié tel qu’une torche 3M avec une gaine spécifique ou éventuellement une torche push-pull afin de faciliter le dévidage du fil.
Dans les deux cas, le gaz devra être un gaz inerte tel que l’argon ou un mélange argon hélium et veiller à stocker le métal d’apport employé à l’abri de l’humidité.